
|
Detail produk:
|
| Aplikasi: | Konstruksi, Dekorasi, Industri | Standar: | ASTM |
|---|---|---|---|
| Baja kelas: | S17400.630 | Mengetik: | Mulus |
| Welding Baris Jenis: | Mulus | Ketebalan: | 1-95mm |
| Panjang: | 3000mm ~ 6000mm, Permintaan Pelanggan | Bentuk: | Round.square.Rectangle |
| Diameter luar: | 6-762mm | Teknik: | Dingin ditarik |
| Cahaya Tinggi: | Seamless Stainless Steel Tube,ASTM Stainless Steel Pipe |
||
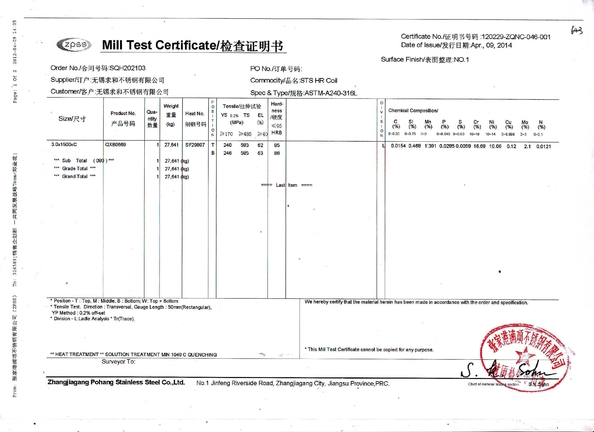
| 630 adalah martensit curah hujan pengerasan stainless 17-4 PH dengan kombinasi unik dari kekuatan tinggi dan ketahanan korosif yang baik. Disediakan dalam kondisi usia H1075 (H580) dengan kekuatan tarik minimum 1000 Mpa (HB 311 mnt), atau kondisi usia ganda H1150 (H620) dengan kekuatan tarik minimum 930 Mpa (HB 277 mnt). Hal ini ditandai dengan kekuatan tarik tinggi dan kekuatan luluh tinggi yang diperoleh dengan anil larutan, diikuti dengan perlakuan pengerasan usia tunggal atau ganda suhu rendah (presipitasi). Digabungkan dengan ketahanan korosi yang sebanding dengan 304 stainless steel austenitik di banyak lingkungan korosif. 630 dalam kondisi umur H1075 (H580) dapat ditumbuhkan kembali jika perlu pada suhu yang lebih tinggi hanya dengan memanaskan pada suhu yang diperlukan untuk durasi yang diperlukan. kondisi umur H1075 (H580) dan H1150 (H620), juga dapat ditua kembali pada suhu yang lebih rendah dengan re-larutan anil, diikuti oleh usia pengerasan pada suhu yang diperlukan untuk durasi yang diperlukan. Ini digunakan secara luas oleh Marinir, Aerospace, Kimia, Petrokimia, Industri Makanan, Kertas dan industri logam umum. Di sini digunakan untuk aplikasi seperti: Poros Pompa, Kelengkapan Pesawat, Batang Katup, Kelengkapan Hidraulik, Kancing, Busing, Sekrup, Pengencang, Kopling, Cincin keausan, Rol dan Peralatan Penanganan Makanan dll. Material Magnetik dalam segala kondisi. |
| Kode Warna | Ukuran yang Ditebar | |
| Ikan salmon (Ujung bar)  | UKURAN TERTENTU | Diameter 15,88 mm hingga 304,8 mm. |
| Bilah Selesai | ||
| Peeled, Cold Drawn, Turned dan Centreless Ground. | ||
| Spesifikasi Terkait | |
| Australia | AS 2837-1986-630 |
| Jerman | W.Nr 1.4542 X5CrNiCuNb17 4 W.Nr 1.4548 X5CrNiCuNb 17 4 4 |
| Jepang | JIS G4303 SuS 630 |
| Amerika Serikat | AISI 630 AISI S17400 ASTM A564 / A564M-99-630 SAE J467 17-4 PH UNS S17400 |
class = "menyusut"
| Komposisi kimia | ||||||||||||||||||||
| Min. % | Max% | |||||||||||||||||||
| Karbon | 0,07 | |||||||||||||||||||
| Silikon | 1,00 | |||||||||||||||||||
| Mangan | 1,00 | |||||||||||||||||||
| Nikel | 3,00 | 5.00 | ||||||||||||||||||
| Chromium | 15.00 | 17.50 | ||||||||||||||||||
| Tembaga | 3,00 | 5.00 | ||||||||||||||||||
| Niobium | 0,15 | 0,45 | ||||||||||||||||||
| Fosfor | 0,04 | |||||||||||||||||||
| Belerang | 0,03 | |||||||||||||||||||
| Persyaratan Uji Mekanik dalam Larutan Annealing dan Kondisi Pengerasan Usia - Pada Suhu Kamar | ||||||||||||||||||||
| *Kondisi | SEBUAH | H900 (H480) | H925 (H495) | H1025 (H550) | H1075 (H580) | H1100 (H595) | H1150 (H620) | H1150M (H620M) | H1150D (H620D) | |||||||||||
| Bagian Hukum | Hingga 200 mm | Hingga 200 mm | Hingga 200 mm | |||||||||||||||||
| UTS Mpa (Min) | 1310 | 1170 | 1070 | 1000 | 965 | 930 | 795 | 860 | ||||||||||||
| Hasil Mpa (Min) | 1170 | 1070 | 1000 | 860 | 795 | 725 | 502 | 725 | ||||||||||||
| % Perpanjangan dalam 50mm (Min) | 10 | 10 | 12 | 13 | 14 | 16 | 18 | 16 | ||||||||||||
| Kekerasan | Rc | 38 Maks | 40 | 38 | 35 | 32 | 31 | 28 | 24 | 24 | 33 Maks | |||||||||
| BHN | 363 Maks | 388 | 375 | 331 | 311 | 302 | 277 | 255 | 255 | 331 Maks | ||||||||||
| Impact Charpy - V | ft / lbs (Min) | 5 | 15 | 20 | 25 | 30 | 55 | 30 | ||||||||||||
| Joules (Min) | 6.8 | 20 | 27 | 34 | 41 | 75 | 41 | |||||||||||||
| Properti Mekanik Khas - Pada Suhu Kamar | ||||||||||||||||||||
| *Kondisi | SEBUAH | H900 (H480) | H925 (H495) | H1025 (H550) | H1075 (H580) | H1100 (H595) | H1150 (H620) | H1150M (H620M) | H1150 (H620D) | |||||||||||
| UTS Mpa | 1100 | 1375 | 1310 | 1170 | 1140 | 1035 | 1000 | 860 | 950 | |||||||||||
| Hasil Mpa | 900 | 1275 | 1205 | 1140 | 1035 | 930 | 860 | 600 | 800 | |||||||||||
| % Perpanjangan dalam 50mm | 15 | 14 | 14 | 15 | 16 | 17 | 19 | 22 | 20 | |||||||||||
| Kekerasan | Rc | 36 | 44 | 42 | 38 | 36 | 35 | 33 | 27 | 31 | ||||||||||
| BHN | 340 | 420 | 390 | 350 | 340 | 330 | 310 | 275 | 295 | |||||||||||
| Impact Charpy - V | ft / lbs | 30 | 15 | 25 | 35 | 40 | 45 | 50 | 100 | 90 | ||||||||||
| Joule | 40 | 20 | 34 | 47 | 54 | 61 | 68 | 135 | 120 | |||||||||||
| * Lihat tabel suhu Usia Pengerasan | ||||||||||||||||||||
| Properti Suhu Rendah | ||||||||||||||||||||
| Mempertahankan daktilitas yang relatif baik pada suhu di bawah nol, dengan sifat impak sangat meningkat pada suhu penuaan yang lebih tinggi: - | ||||||||||||||||||||
| Properti dampak V-takik charpy sub nol khas | ||||||||||||||||||||
| Uji Temperatur | o F | 10 | -40 | -112 | -148 | -320 | ||||||||||||||
| o C | -12 | -40 | -80 | -100 | -196 | |||||||||||||||
| Kekuatan dampak | H925 ft-lb | 16 | 9 | 5 | 5 | 3 | ||||||||||||||
| (H495) J | 22 | 12 | 7 | 7 | 4 | |||||||||||||||
| H1025 ft - lb | 58 | 40 | 15 | 12 | 4 | |||||||||||||||
| (H550) J | 79 | 54 | 20 | 16 | 6 | |||||||||||||||
| H1150 ft - lb | 93 | 76 | 48 | 37 | 6 | |||||||||||||||
| (H620) J | 126 | 103 | 65 | 50 | 8 | |||||||||||||||
| Bekerja Dingin | ||||||||||||||||||||
| Pembengkokan dingin dll. Akan dibatasi oleh kekuatan luluh yang tinggi di semua kondisi. | ||||||||||||||||||||
| Tahan korosi | ||||||||||||||||||||
| Lebih unggul dari rentang stainless martensit di semua kondisi, dan setara dengan 302 atau 304 nilai stainless austenitik di sebagian besar lingkungan. Untuk ketahanan korosi optimal, permukaan harus bebas dari skala dan partikel asing. Bagian yang sudah jadi harus dipasivasi. | ||||||||||||||||||||
| Penempaan | ||||||||||||||||||||
| Panaskan secara merata ke 2150/2200 o F (1177/1204 o C) - Tahan selama 1 jam pada suhu sebelum memulai penempaan. Jangan menempa di bawah 1850 o F (1010 o C). Tempa yang sudah selesai harus didinginkan di udara hingga di bawah 90 oF (32 oC) sebelum diproses lebih lanjut untuk mendapatkan ukuran butir dan sifat mekanis yang optimal. Tempa yang akhirnya perlu adalah larutan yang dianil sebelum pengerasan sesuai kebutuhan. | ||||||||||||||||||||
| Perawatan panas | ||||||||||||||||||||
| Solusi Anil - Kondisi A | ||||||||||||||||||||
| Panaskan hingga 1900 +/- 25 o F (1040 +/- 15 o C) - * Tahan selama 30 menitSeksi hingga 75 mm - Minyak Padam Sampai Di Bawah 90 o F (32 o C) Bagian lebih dari 75mm - Udara Dingin Ke Bawah 90 o F (32 o C) * Waktu penahanan aktual harus cukup lama untuk memastikan bahwa bagian tersebut dipanaskan secara menyeluruh di seluruh bagiannya | ||||||||||||||||||||
| Pengerasan Usia | ||||||||||||||||||||
| Bahan dalam kondisi anil solusi mungkin usia mengeras sebagai berikut: - * Menunjukkan Ganda Berlebihan | ||||||||||||||||||||
| Kondisi | H900 (H480) | H925 (H495) | H1025 (H550) | H1075 (H580) | H1100 (H595) | H1150 (H620) | H1150M (H620M) * | Plus | H1150D (H620D) * | Plus | ||||||||||
| Panas untuk | ± 15 o F | 900 o F | 925 o F | 1025 o F | 1075 o F | 1100 o F | 1150 o F | 1400 o F | 1150 o F | 1150 o F | 1150 o F | |||||||||
| ± 9 o C | 480 o C | 495 o C | 550 o C | 580 o C | 595 o C | 620 o C | 760 o C | 620 o C | 620 o C | 620 o C | ||||||||||
| Tahan selama berjam-jam | 1 | 4 | 4 | 4 | 4 | 4 | 2 | 4 | 4 | 4 | ||||||||||
| Keren ke bawah 90 o F (32 o C) | Udara | Udara | Udara | Udara | Udara | Udara | Udara | Udara | Udara | Udara | ||||||||||
| Catatan tentang Perlakuan Panas Dan Ini Mempengaruhi Struktur - Ketahanan Korosi Dll | ||||||||||||||||||||
Kisaran suhu transformasi martensit untuk kelas ini adalah: -
Oleh karena itu untuk memastikan transformasi lengkap menjadi martensit, bagian terpenting selalu didinginkan hingga di bawah 90 o F (32 o C) dalam waktu 24 jam setelah Solusi Annealing dan sebelum Age Hardening Treatment yang juga harus diikuti oleh pendingin udara hingga di bawah 90 o F (32 o C). Usia yang semakin keras membuat martensit berakibat pada peningkatan ketangguhan. Semakin tinggi suhu penuaan, semakin halus martensit yang mengarah ke daktilitas yang lebih besar tetapi kekuatan yang sedikit lebih rendah. NB Kontrol suhu sangat penting selama pengerasan usia dan setiap variasi di luar kisaran yang diberikan dapat menyebabkan hasil yang kurang memuaskan. Dalam solusi kondisi anil, ketahanan terhadap retak korosi tegangan rendah - meningkat pada suhu pengerasan usia dari 1025 o F (550 o C) ke atas hingga maksimum pada 1.150 o F (620 o C) umur ganda. | ||||||||||||||||||||
| Perubahan Dimensi Selama Perlakuan Panas | ||||||||||||||||||||
| Pengerasan usia menghasilkan kontraksi dimensi kecil sebagai berikut: -Kondisi A ke kondisi H900 (H480) - kontraksi 0,0004 / 0,0006 M / M Kondisi A hingga kondisi H1150 (H620) - kontraksi 0,0009 / 0,0012 M / M | ||||||||||||||||||||
| Permesinan | ||||||||||||||||||||
| Kemampuan mesin dalam solusi kondisi anil mirip dengan 302 dan 304 nilai stainless steel austenitic. Kemudahan dalam kondisi H900 (H480) terbatas, meningkat seiring bertambahnya usia suhu pengerasan hingga machinability optimal yang serupa dengan kelas stainless steel 304 austenit di H1150 ( H620) kondisi. | ||||||||||||||||||||
| Menghapus Warna Panas | ||||||||||||||||||||
| Warna panas yang terbentuk selama pengerasan usia, sementara memiliki sedikit efek pada ketahanan korosi, dapat dihilangkan ketika diperlukan untuk tujuan penampilan dengan pengawetan atau pemolesan elektro. | ||||||||||||||||||||
| Grinding dan Polishing | ||||||||||||||||||||
| 440C dalam kondisi mengeras dan marah membutuhkan perawatan dengan penggilingan akhir dan pemolesan untuk menghindari overheating karena hal ini dapat menurunkan kekerasan dan ketahanan korosi. | ||||||||||||||||||||
| Penggunaan Suhu Tinggi | ||||||||||||||||||||
| Ketahanan oksidasi yang sangat baik hingga 1100 o F (540 o C). Eksposur ke kisaran suhu 600 - 900 o F (290 - 480 o C) jangka panjang dapat menghasilkan ketangguhan yang berkurang tetapi ini terkadang dapat diminimalkan dengan menggunakan suhu penuaan yang lebih tinggi. Sebagai panduan umum untuk paparan jangka pendek pada suhu tinggi, suhu penuaan harus setidaknya 50 o F (28 o C) di atas suhu kerja. | ||||||||||||||||||||
| Pengelasan | ||||||||||||||||||||
| Dapat dilas dengan memuaskan oleh proses fusi terlindung dan resistansi, namun pengelasan oxyacetylene tidak direkomendasikan karena kemungkinan pengambilan karbon. Logam pengisi bila diperlukan harus serupa dengan logam induk jika kekuatannya penting. memuaskan. Pra-pemanasan umumnya tidak diperlukan. Pengelasan dalam kondisi anil solusi dapat dilakukan dengan memuaskan, namun pengelasan dalam kondisi H1150 (H620) mengurangi efek dari tekanan pengelasan yang tinggi. Setelah pengelasan dalam kondisi anil solusi, bagian dapat langsung mengeras sesuai usia yang diperlukan, namun yang dalam kondisi H1150 (H620) harus di-anil kembali larutan dan kemudian diperkeras sesuai umur yang diperlukan. | ||||||||||||||||||||




Kontak Person: Mr. Gao Ben
Tel: +86-18068357371
Faks: 86-0510-88680060






